
STANDARYZACJA
PARTNER MERYTORYCZNY NARZĘDZIA: Damian Kułak
Standaryzacja w filozofii Lean Management to kluczowy element. Jest fundamentem, na którym opiera się system produkcji. Można wyobrazić sobie Lean wdrożony w działalność przedsiębiorstwa, jako zbiór wielu lub tylko kilku narzędzi, nie można jednak pominąć standaryzacji. Tak jak fundament jest podstawą każdego budynku tak w Lean, standaryzacja jest fundamentem całego systemu i każdego narzędzia osobno.

Standaryzacja umożliwia przeprowadzenie danego procesu z jak najlepszym wykorzystaniu czasu i środków oraz pozwala na podnoszenie jakości procesu. Wypracowanie standardów pracy pozwala stworzyć punkt odniesienia oraz ocenić rzeczywistą efektywność wykonywanych czynności. Standaryzacja nie powinna być kojarzona z biurokracją, ponieważ nie oznacza zatrzymania procesu zmian. Wprost przeciwnie – ma prowadzić do stabilności na drodze nieustannego udoskonalania i usprawniania zgodnie z cyklem PDCA. Nazwa owego cyku pochodzi od skrótu Plan-Do-Study-Act i jest schematem ilustrującym podstawową zasadę ciągłego ulepszania. Składa się on z czterech elementów: zaplanowania lepszego sposobu działania dotychczasowego mechanizmu, wykonania planu, sprawdzenia czy przynosi on lepsze rezultaty i jeśli faktycznie tak jest, wdrożenia go w życie.
W systemach Lean Management standaryzacja ma kilka podstawowych zastosowań:
- Organizację miejsca pracy.
- Wizualizację.
- Standaryzację pracy.
- Zarządzanie czasem taktu.
Pierwsze z nich skupia się na ustaleniu zasad organizacji środowiska, w którym wykonywana jest praca, drugie wprowadza zasady opisania i oznaczeń w tym środowisku, trzecie określa pożądane zachowanie człowieka oraz jego interakcję z maszyną, czwarte osadza wykonywaną pracę w wymiernych kategoriach czasowych.
ORGANIZACJA MIEJSC PRACY:
Stanowisko pracy to miejsce, przy którym spędzamy większość czasu w codziennej pracy. Na efektywność i jakość pracy pracownika w dużej mierze wpływają warunki w jakich musi wykonywać zadania, co za tym idzie bezpieczeństwo, ergonomia, właściwa organizacja pracy i wizualizacja to główne aspekty wpływające na komfort wykonywanej pracy. Przy projektowaniu i organizacji miejsc pracy szczególne zastosowanie mają standardy 5S, które oprócz sprawnej organizacji kładą nacisk na zachowanie bezpieczeństwa i ergonomii. Standardy 5S to w oryginale skrót od 5 japońskich określeń takich jak:
- Seiri – selekcja,
- Seiton – systematyka,
- Seiso – sprzątanie,
- Seiketsu – standaryzacja,
- Shitsuke – samodyscyplina i doskonalenie.
3S jest najprostsze do zrozumienia, każdy wie jak sprzątać. Natomiast system na wprowadzenie 3S wymaga trochę wysiłku. Pomóc nam w tym może standard 3S, który przypisuje czynności, pokazuje częstotliwość ich wykonywania oraz wizualnie przedstawia wykonanie zadań. Naturalną rzeczą jest wykonywania inspekcji podczas czyszczenia. Kiedy codzienne czyszczenie i okresowe generalne sprzątanie będą naturalną częścią dnia pracy, możemy zacząć włączać systematyczne procedury inspekcji w sprzątanie. To z kolei powoduje, że mamy nie tylko sprzątanie, ale sprzątanie/inspekcję. Standardy 5S pozwala zarządzać stanowiskiem pracy bez aktywnego udziału „kierownictwa”.
WIZUALIZACJA:
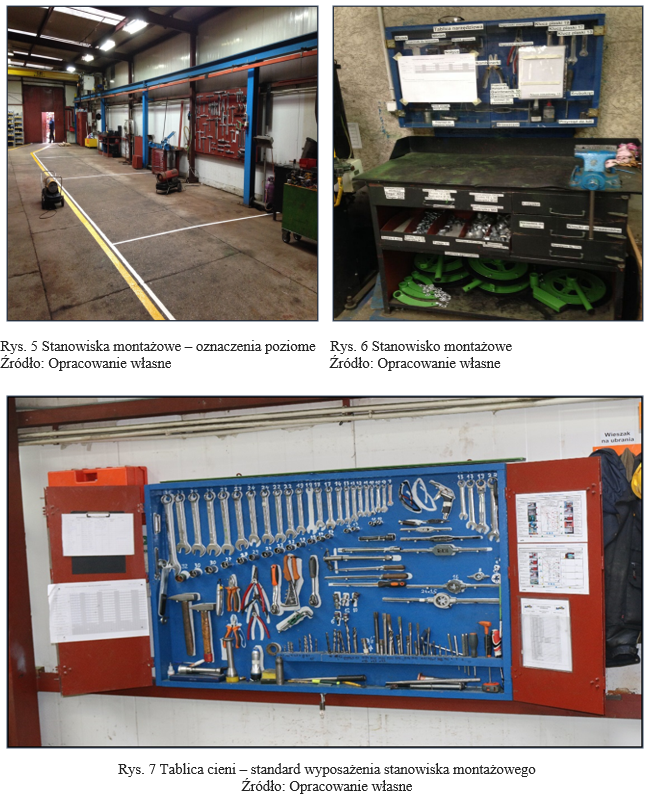
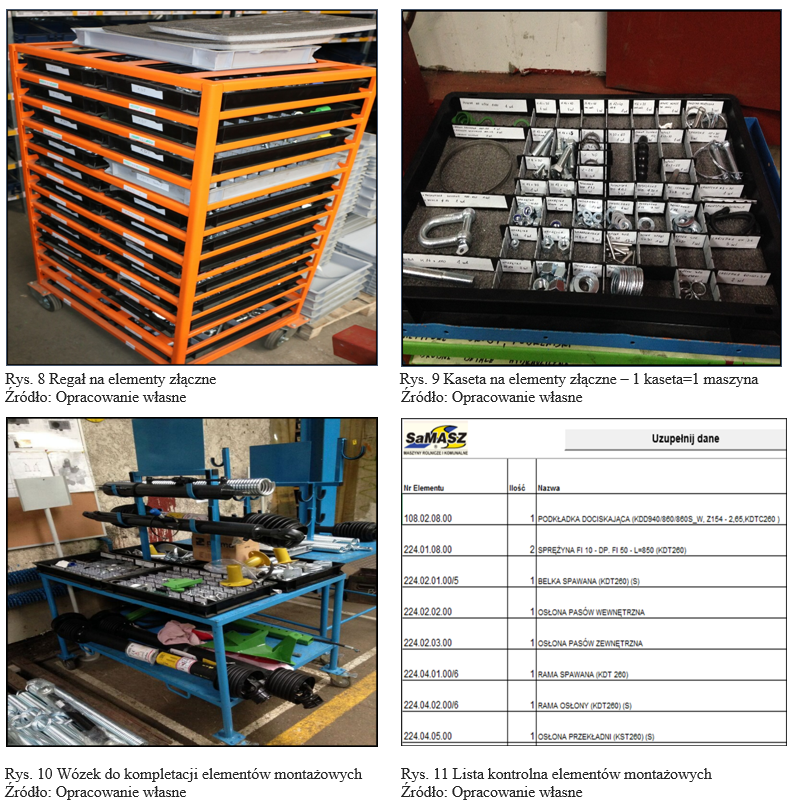
W ramach standardów 5S stosuje się wizualizację na stanowiskach pracy. Rozwiązania wizualne na stanowiskach to także opisy miejsc przechowywania rzeczy, narzędzi, dokumentów zwłaszcza tych, które są wspólnego użytku. Opisy i wizualizacja miejsc składowania ma zapewnić kontrolę wizualną dostępności oraz ułatwić poruszanie się i efektywną organizację pracy. Wizualizacja ma także zapewnić komfort i łatwy dostęp do najpotrzebniejszych rzeczy. Jej celem jest także mniejsze prawdopodobieństwo popełniania błędów np.: poprzez unikanie używania niewłaściwych narzędzi czy dokumentów.

STANDARYZACJA PRACY
Praca standaryzowana definiowana jest jako:
Uzgodniona, udokumentowana, aktualnie najlepsza metoda bezpiecznego i wydajnego wykonywania pracy na wymaganym poziomie jakości.
Standaryzacji możemy poddać wszystkie procesy, które spełniają dwa podstawowe warunki:
- są powtarzalne,
- dają się opisać.
Mogłoby się wydawać, że warunek powtarzalności dyskwalifikuje procesy, które nie odbywają się w częstych cyklach, czyli że standaryzacja będzie miała sens raczej dla prac krótkich, których efektem są długie serie tego samego produktu. W praktyce trudno sobie wyobrazić proces, który nie jest w jakimś stopniu powtarzalny:
- może nie powtórzyć się w danej godzinie, w danym dniu, ale już w skali miesiąca czy roku może pojawić się wielokrotnie (na przykład produkcja rzadkiego wariantu wyrobu);
- może nie powtórzyć się danej osobie, ale powtórzy się innym pracownikom (np. proces szkolenia wstępnego)
- może nie powtórzyć się dla danego zakładu, ale już w skali korporacji ma duże szanse na powtórkę (na przykład proces budowy nowej fabryki).
Dobre wdrożenie pracy standaryzowanej w przedsiębiorstwie będzie miało zauważalny wpływ na jego działanie, gdyż pozwali na opisanie największego elementu jego działalności – codziennej pracy. Korzyści jakie daje standaryzacja pracy będą podobne do korzyści, jakie daje standaryzacja w ogóle, w szczególności uzyskamy:
- wyznaczenie standardów kolejności czynności, metod, stosowanych urządzeń i wykorzystania czasu,
- stabilizację istniejących warunków,
- dokumentację sposobów kontroli jakości i najważniejszych operacji jakościowych,
- ograniczenie zmienności,
- ułatwienie w rozwiązywaniu problemów, poprzez stworzenie warunków do lepszej obserwacji procesu,
- dokumentację najbezpieczniejszej i najbardziej ergonomicznej metody pracy,
- ułatwienie i skrócenie szkolenia oraz rozwijania wszechstronności pracowników.
Przykładowe formularze standaryzacji:
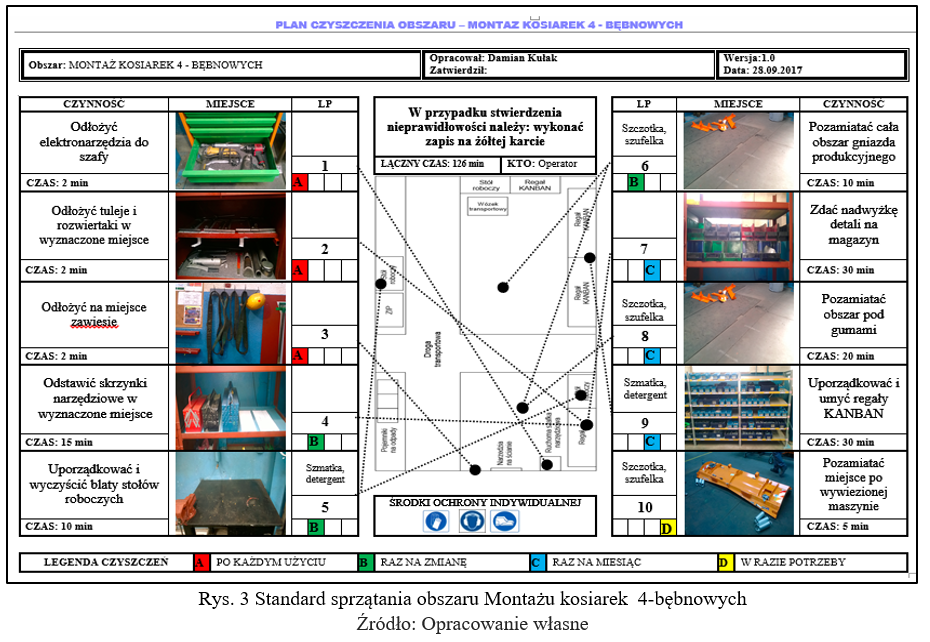
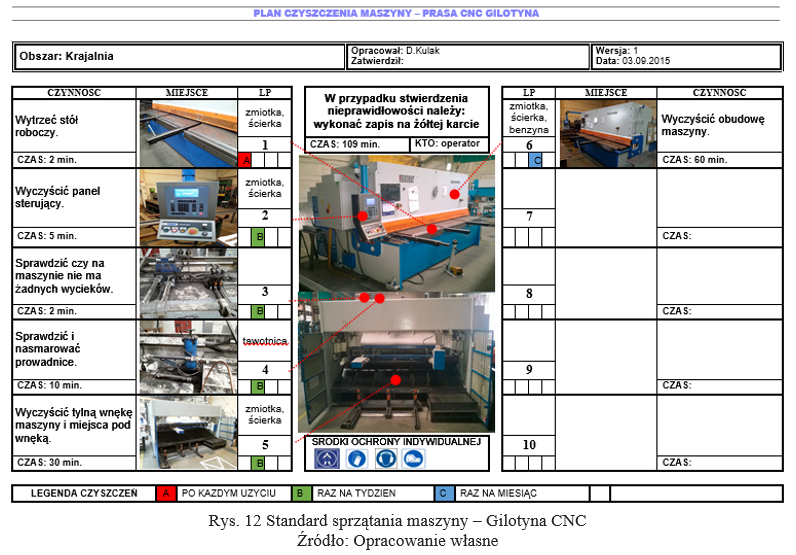
Plan czyszczenia maszyn i urządzeń
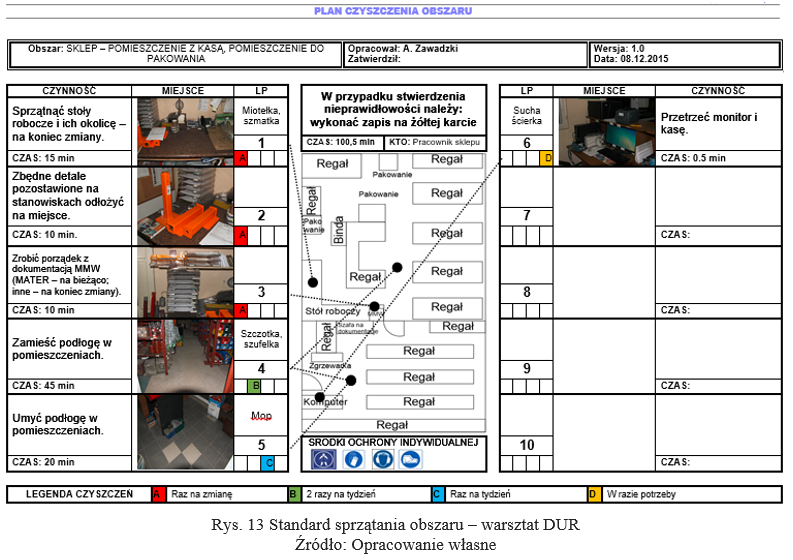
Plan czyszczenie z layoutem hali
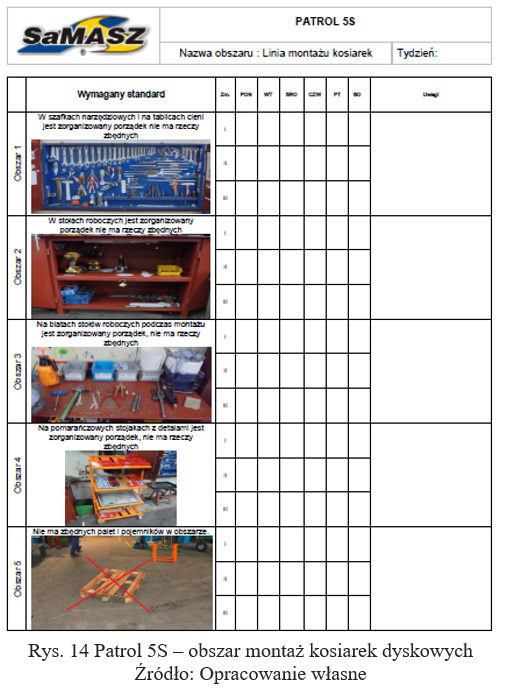
Standard patrolu 5S
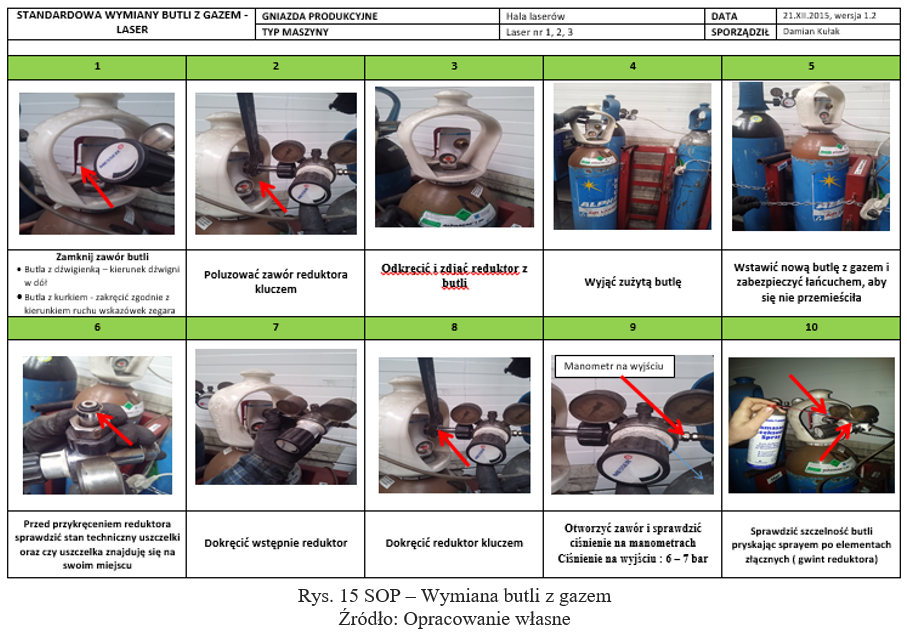
SOP – Standardowa Instrukcja Pracy
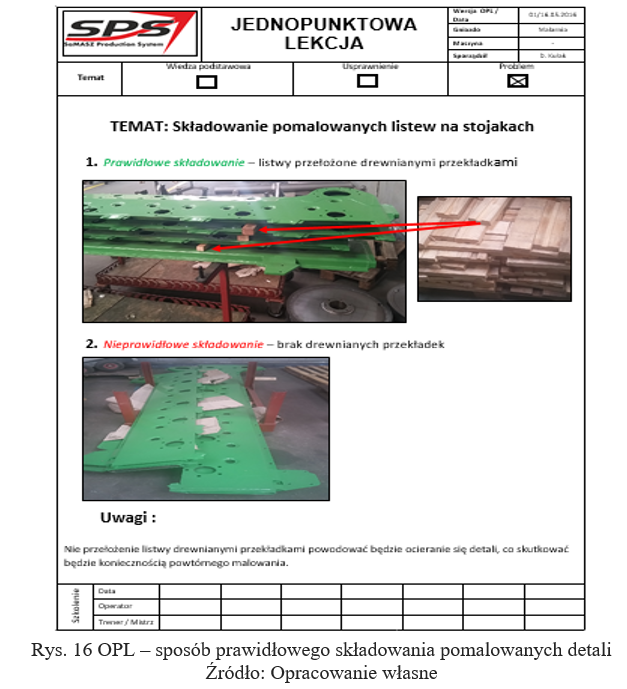
OPL – One Point Lesson ( Jedno punktowa lekcja )
Standaryzacja zaawansowanych czynności
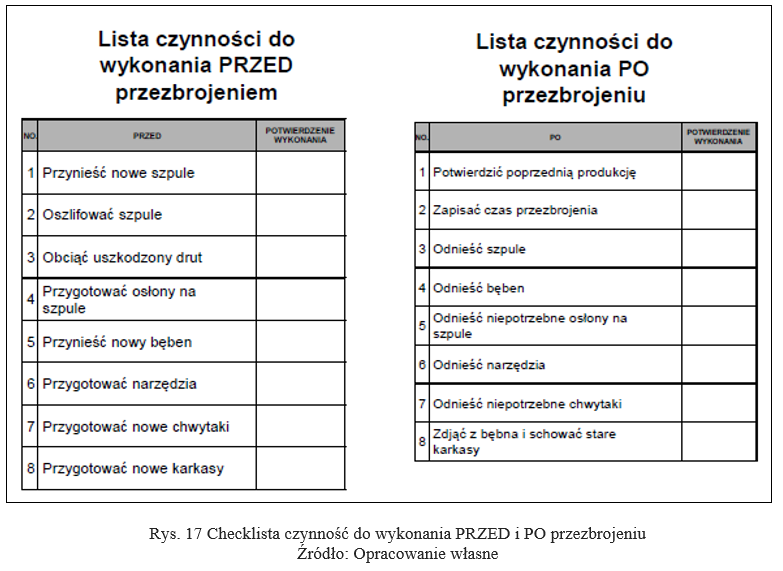
Checklisty
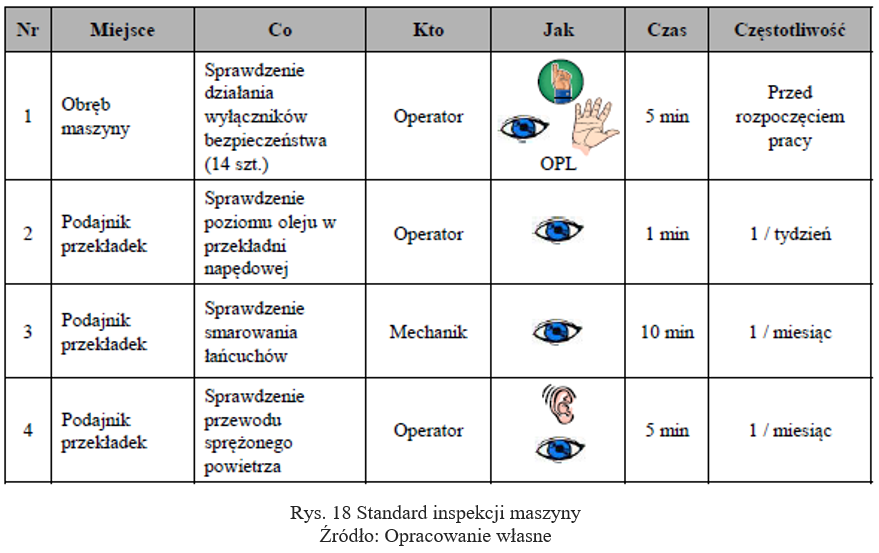
Standard inspekcji
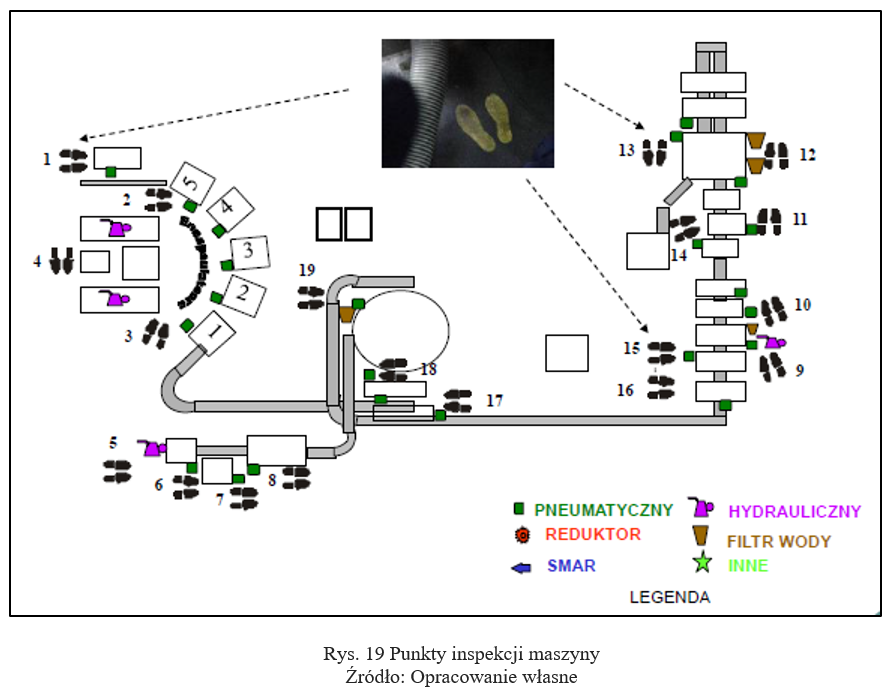
Punkty inspekcji / czyszczenia / smarowania
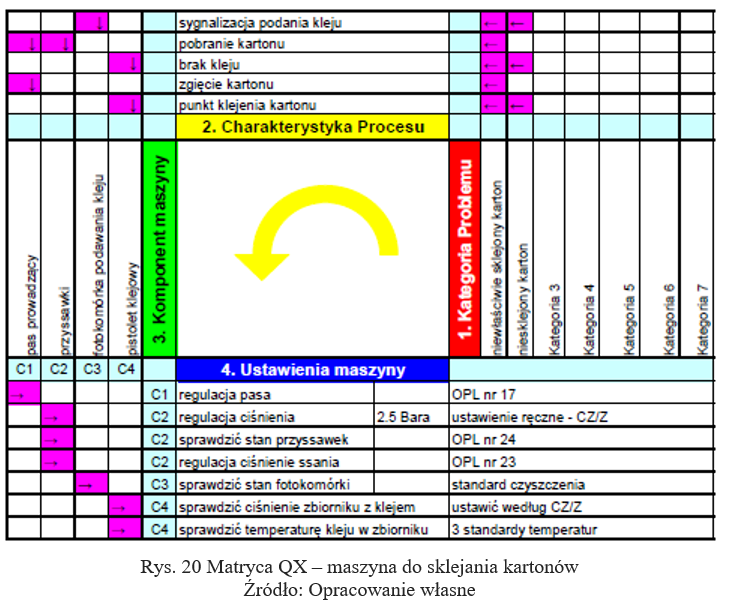
Matryca QX
Zarządzanie czasem taktu
Czas taktu (Tact time) określa przedział czasu , co jaki gotowe produkty winny spływać z danego strumienia wartości, aby zaspokoić wymagania klienta. Czas taktu arytmetycznie ustala się, jako iloraz wymaganej produkcji w określanym przedziale czasu (np. zmiany roboczej) przez efektywny fundusz czasu pracy:
Czas taktu = Efektywny czas w ciągu zmiany/ Wymagana produkcja zmianowa
Czas taktu stanowi kluczowy element szczupłej produkcji, zapewniający dostosowanie tempa produkcji do potrzeb klienta i w zasadzie nie powinien ulegać zbyt częstym zmianom, aby zapewnić stabilność warunków działania i równomierne wykorzystywanie zasobów. Jednym z celów standaryzacji pracy jest równoważenie i stabilizowanie prac w kolejnych ogniwach strumienia wartości w oparciu o czas taktu, który z kolei oparty jest na tempie popytu ze strony klienta. Zmieniający się popyt utrudnia standaryzację prace oraz planowanie niezbędnych zasobów. Toyota dokonuje przeliczenia czasu taktu dla każdego strumienia wartości raz w miesiącu dopuszczając wprowadzanie małych korekt co dziesięć dni oraz podejmuje działania w celu poziomowania zarówno sprzedaży, jak i produkcji .
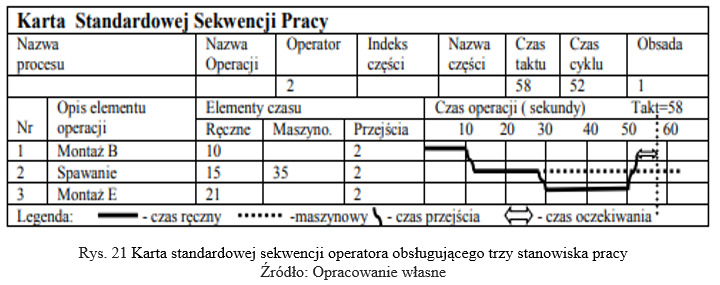
Karta Standardowej Sekwencja Pracy (Standard Work Sequence Sheet) jest dokumentem obrazującym za pomocą odpowiednich symboli graficznych w skali czasu taktu, kolejność i czasy trwania działań ( ręcznych, maszynowych, przejść, oczekiwań) składających się na czas cyklu (cycle time). Przy czym działania tworzące nowa wartość (czasy główne, czasy wykonania) oznacza się kolorem zielonym, a działania nietworzące nowej wartości (czasy pomocnicze, czasy przejść i oczekiwań) oznacza się kolorem czerwonym. Standardowa sekwencja pracy jest szczególnie przydatna w przypadku pracy wielowarsztatowej , gdy jeden pracownik obsługuje kilka stanowisk pracy. Przykład Karty Standardowej Sekwencji Pracy dla operatora wykonującego trzy elementy procesu przedstawiono na rys 21.
PODSUMOWANIE
Standardy pracy odgrywają ważną rolę w zarządzaniu produkcja w trakcie planowania, organizowania, motywowania i kontrolowania realizacji zadań, a także w doskonaleniu pracy.
Standardy stanowią podstawę planowania zasobów niezbędnych do realizacji wymaganego w danym okresie wolumenu produkcji. Pozwalają na elastyczne dostosowywanie liczebności obsady do potrzeb klienta, przyczyniając się tym samym do eliminowania nadprodukcji. W trakcie uruchamiania produkcji standardy zapewniają wzorzec organizacji stanowisk pracy oraz stanowią podstawę opracowywania instrukcji pracy, w oparciu o które przeprowadza się szkolenia pracowników. W trakcie wykonywania samej pracy jasne sprecyzowanie zadań odnośnie zawartości, kolejności, czasu, zasobów i wyników motywują pracowników do prawidłowego wykonywania pracy oraz ułatwia koordynację zadań realizowanych przez poszczególnych pracowników, czyniąc je przewidywalnymi dla partnerów.
Standardy spełniają również funkcje kontrolną przez przypominanie wykonawcą, jak ma być zorganizowane stanowisko pracy i jak należy wykonywać powierzone zadania. Jednocześnie pozwalają kierownictwu na bieżącą kontrolę prawidłowości przebiegu samego procesu, a nie tylko jej wyników. Brak standardów utrudnia doskonalenie przebiegu procesu. Tam gdzie nie ma standardów, nie może być prawidłowo realizowany proces usprawnień. Jeżeli przebieg danego procesu nie poddamy standaryzacji, to każde wprowadzone rozwiązanie, będzie zmianą, ale nie zawsze zmianą na lepsze. Standaryzacja ułatwia usprawnianie procesu poprzez ustabilizowanie procesu i ukazanie związku pomiędzy przyczyną i efektem.
Aby standardy dawały oczekiwane efekty, działania związane z szeroko rozumianą standaryzacją prac i jej usprawnianiem winny być realizowane przy czynnym udziale bezpośrednio zainteresowanych, tj. pracowników liniowych wspomaganych przez bezpośrednich przełożonych (brygadzistów, mistrzów, kierowników) oraz personel inżynieryjno-techniczny. Udział bezpośrednich wykonawców w tworzeniu standardów pracy, a w szczególności ich doskonaleniu pozwala na wyeliminowanie największego marnotrawstwa, jakie występuje w działalności produkcyjnej, tj. niewykorzystywanie w pełni potencjału tkwiącego w każdym pracowniku.
Pewne aspekty pracy nawet o charakterze wykonawczym to w większym stopniu „sztuka” niż „nauka”. Pomimo tego dzięki analitycznemu podejściu możliwe jest ich zidentyfikowanie, zrozumienie, opisanie, standaryzowanie i rozpowszechnianie. Na tym etapie postępowania pojawia się problem w jaki sposób zezwalać na kreatywność i innowacyjność, a jednocześnie zapewnić spójność wyników, tam gdzie to ma znaczenie. Kreowanie nawet najlepszych praktyk bez umiejętności dyfuzji tej wiedzy byłoby bezużyteczne, a uczenie bez głębokiej znajomości pracy i wyróżniania istotnych jej aspektów prowadziłoby jedynie do przekazywania minimalnej jej ilości. Ważne znaczenie odgrywa skoncentrowanie uwagi na najważniejszych aspektach pracy oraz ścisłe egzekwowanie sposobu ich wykonania. Pozostawienie pewnego stopnia swobody, stanowi warunek, aby standardy były właściwie wykorzystywane i służyły zarówno pracownikom, jak i organizacji. Jeżeli procedury i instrukcje są zbyt szczegółowe, pracownicy koncentrują uwagę na robieniu rzeczy prawidłowo, a nie robieniu rzeczy właściwych.
Bibliografia
- Beachum D., Lean manufacturing beefs up marginspull systems, takt time, and one–piece flow benefit the operation of a powder coating system, Metal Finishing, 2005, Vol. 103, Iss. 1, s. 20–25.
- Bernais J., Ingram J., Kraśnicka T., ABC współczesnych koncepcji i metod zarządzania, Wydawnictwo Akademii Ekonomicznej w Katowicach, Katowice 2007.
- Kolińska K., Wykorzystanie dynamicznego planu kontroli w procesie produkcji. Gospodarka Materiałowa i Logistyka, 2010, nr 10, s. 12–17.
- Koliński A., Koliński M., The use of Hungarian metod in the evaluation of production efficiency, w: Innovations in Management and Production Engineering, R. Knosala (red.), Publishing House of Polish Association for Production Management, Opole 2013, s. 116–127.
- Liker J., Droga Toyoty. 14 zasad zarządzania wiodącej firmy produkcyjnej świata, MT Biznes, Warszawa 2005.
- Łocha K., Wybrane metody zarządzania produkcją z uwzględnieniem standaryzacji pracy na przykładzie przedsiębiorstwa produkcyjnego, praca magisterska, Politechnika Poznańska, Poznań 2008.
- Praca zbiorowa: Szybkie przezbrojenie dla operatorów: System SMED, Productivity Press Development Team, 2010.
- Rummler G., Brache A., Podnoszenie efektywności organizacji, PWE, Warszawa 2000.
- APICS Dictionary, 11th Edition American Production and Inventory Control Society, Inc. Falls Church 2004.
- Czerska J., Skrócenie czasów przezbrojeń. Dokument elektroniczny. http://lean.info.pl, stan na 15.12.2010.
- Durlik I., Inżyniera zarządzania. Strategia i projektowanie systemów produkcyjnych (cz. 1), Placet, Warszawa 2007.
- Fertsch M., Logistyka produkcji. Miejsce logistyki we współczesnym zarządzaniu produkcją, w: Logistyka produkcji. Teoria i praktyka, M. Fertsch, P. Cyplik, Ł. Hadaś (red.), Instytut Logistyki i Magazynowania, Poznań 2010, s. 11–55.
- Głowacka-Ferstch D., Fertsch M., Zarządzanie produkcją, Wyższa Szkoła Logistyki, Poznań 2004.
- Hopiej M. (red.), Kral Z. (red.), Współczesne metody zarządzania w teorii i praktyce, Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2011.
- Imai M., Gemba kaizen. Zdroworozsądkowe, niskokosztowe podejście do zarządzania, MT Biznes, Warszawa 2006.
- Jaroszewicz J., Stolarski A., Kułak D., Nowatorskie rozwiązania technologiczne i konstrukcyjne we współczesnych maszynach zielonkarskich na przykładzie firmy SaMasz Sp. z o.o., w: Energia w nauce i technice 2013, Oficyna Wydawnicza Politechniki Białostockiej, Białystok 2013
- Kolińska K., Cyplik P., Work standardization – tool for increasing effectiveness of activities, w: Innovative and intelligent manufacturing systems, M. Fertsch (red.), Publishing House of Poznan University of Technology, Poznan 2010, s. 195–210.
- Kolińska K., Koliński A., Efektywność procesu zarządzania zapasami części zamiennych w przedsiębiorstwach produkcyjnych – wyniki badań, Gospodarka Materiałowa i Logistyka, 2013, nr 3, s. 2–6.
- Koliński A., Fajfer P., ERP integration as a support for logistics controlling in supply chain, w: Information Technologies in Environmental Engineering – new trends and challenges, P. Golinska, M. Fertsch, J. Marx-Gomez (red.), Springer Verlag, Berlin– –Heidelberg 2011, s. 617–626.
- Koliński A., The efficiency of the production – the analyse of problems based on the literature research, LogForum, 2012, Vol. 8, Iss. 2, s. 137–150.
- Koliński A., The Role of Production Efficiency Regarding Ecological Aspects, w: EcoProduction and Logistics, P. Golinska (red.), Springer Verlag, Berlin–Heidelberg 2013, s. 93-102.
- Nowacki M., Redukcja czasu przezbrojeń – sprawdzone metody, Zarządzanie produkcją w praktyce, Warszawa 2010
- Nowosielski S., Controlling produkcji, w: Controlling funkcyjny w przedsiębiorstwie, M. Sierpińska (red.), Oficyna Ekonomiczna, Kraków 2004, s. 129–159.
- Stolarski A., Rabiczko S., Kułak D., Jaroszewicz J., Innowacyjne i energooszczędne techniki wytwarzania w budowie maszyn w firmie SaMasz Sp. z o. o., w: Energia w nauce i technice 2012, Oficyna Wydawnicza Politechniki Białostockiej, Białystok 2012
- Śliwczyński B., Operational controlling – a tool of translating strategy into action, LogForum, 2011, Vol. 7, Iss. 1, No 5, s. 45–59.
- Śliwczyński B., Planowanie logistyczne, Instytut Logistyki i Magazynowania, Poznań 2008.
- Trojanowska J., Kolińska K., Koliński A., Stosowanie narzędzi Lean w przedsiębiorstwach produkcyjnych jako skuteczny sposób walki z kryzysem gospodarczym, Problemy Zarządzania, 2011, vol. 9, nr 1, Warszawa, s. 34–52.
- Walczak M., Techniki organizatorskie w strukturze metody SMED, „Zeszyty Naukowe Akademii Ekonomicznej w Krakowie”, 2006, nr 713.
- Wiśniewska M., Jak – czyli kaizen odpowiada na potrzeby. Osiągnięcie efektywnych procesów i całej organizacji jest możliwe. Czy kaizen pozwala osiągnąć ten cel?, Zarządzanie Jakością, 2005, nr 1, s. 24–27.
- Wyrwicka M.K., Typowe problemy zarządzania produkcją, Logistyka, 2009, nr 2, materiały na CD, s. 1-12.
If you wish for to get much from this piece of writing then you have to apply these methods to your won webpage.
My website: ear aid
Thanks for sharing excellent informations. Your website is very cool.
I’m impressed by the details that you have on this blog. It reveals how nicely you understand this subject.
Bookmarked this website page, will come back for more articles.
You, my friend, ROCK! I found simply the information I already searched everywhere and simply could not come across.
What a perfect site.
my blog – healthy bcreamy creamer
You need to be a part of a contest for one of the best websites on the web.
I’m going to recommend this blog!
Feel free to visit my blog post: protein diet
I have fun with, result in I discovered just what I used to be taking a look for.
You’ve ended my 4 day long hunt! God Bless you man. Have a nice day.
Bye
Check out my web site … good protein sources
As I website possessor I believe the articles here is very fantastic, appreciate it for your efforts.
Also visit my homepage diet failure
Those who stayed behind had to largely forgo performing organization with
the American market.
Merely wanna comment on few general things, The website style and design is perfect, the written content is rattling great :
D.
Here is my web-site: atkins nutritionals
It’s going to be ending of mine day, however before ending I am
reading this fantastic article to improve my knowledge.
Feel free to surf to my site – 7 keto weight loss
The 2kBet sports assortment is very comprehensive – a notable feat for a rookie bookmaker.
Yes! Finally someone writes about website.